
Casting Alloy fluidity during casting process
- Concept of alloy fluidity
The fluidity of an alloy refers to the flowability of the liquid metal itself. In addition to the chemical composition of the alloy itself, the fluidity of an alloy is also related to process conditions such as pouring temperature, type of casting, and complexity of the casting. The better the fluidity of an alloy, the stronger its filling capacity under certain process conditions, and the easier it is to cast a thin and complex casting with a clear outline. When the fluidity of the metal is poor, it stops flowing before the metal fills the casting mold, and the casting will produce insufficient pouring or cold shut, which is not conducive to the floating of inclusions and gases in the molten metal, and is prone to defects such as inclusions and pores.
- Method of expressing fluidity
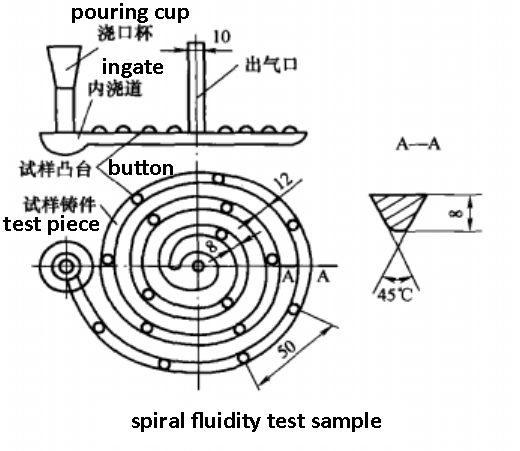
The fluidity of an alloy is usually measured by the length of the fluidity test sample under specified casting process conditions. The following figure shows a spiral fluidity test sample. Under the same casting mold and pouring conditions, the longer the spiral test sample is, the better the fluidity of the alloy.
- Factors affecting fluidity
- Chemical composition. The alloy with eutectic composition has the best fluidity. The alloy of eutectic composition solidifies layer by layer from the surface to the center at a constant temperature. The solidification surface is smooth, the flow resistance to the unsolidified metal is small, and the metal flows for a long distance. Moreover, the eutectic alloy can obtain a large superheat at a not very high temperature, which is conducive to prolonging the flow time. The alloy of non-eutectic composition gradually solidifies within a certain temperature range, that is, there is a two-phase region where liquid and solid coexist. The primary dendrites make the solidification surface rough, so the fluidity is worse than that of the eutectic composition alloy.
- Pouring temperature The pouring temperature has a very significant effect on the fluidity of the alloy. The higher the pouring temperature, the greater the superheat, the longer the flow time of the melt, the lower the viscosity, and the higher the flow rate. For example, for every 10°C increase in the pouring temperature of cast iron, the fluidity index increases by 100mm. However, if the pouring temperature is too high, it will affect the air absorption, shrinkage and easy to stick to sand. Therefore, the appropriate pouring temperature should be determined according to the alloy composition and the structural characteristics of the casting to fully ensure the quality of the casting.
- Casting conditions If the mold cavity is too narrow, the sprue is too low, the ingate area is too small or the layout is unreasonable, the sand contains too much water or the air permeability is insufficient, the mold venting is not smooth, the thermal conductivity of the mold material is too high, etc., all of these can reduce the fluidity. In order to improve the filling conditions of the mold, the wall thickness of the casting must be greater than the specified "minimum wall thickness" during the design of the casting, and corresponding measures should be taken according to the needs in the casting process, such as raising the sprue, expanding the ingate section, and adding air outlets.
- Fluidity of commonly used alloys
The fluidity of commonly used alloys under certain process conditions is shown in below Table. It can be seen that gray cast iron and silicon brass have the best fluidity and cast steel has the worst.
Comparison of fluidity of commonly used alloys
| Casting Alloy(mass fraction) | Casting Process | Pouring Temperature/℃ | Spiral Length/mm |
| Gray Iron wc+0s;=6.2% | Sand Casting | 1300 | 1800 |
| wc+wsi=5.9% | Sand Casting | 1300 | 1300 |
| wc+wsi=5.2% | Sand Casting | 1300 | 1000 |
| wc+wsi=4.2% | Sand Casting | 1300 | 600 |
| Cast steel wc=0.4% | Sand Casting | 1400 | 100 |
| 1600 | 200 | ||
| Aluminum-silicon alloy | permanent gravity casting(300℃) | 680~720 | 700~800 |
| Magnesium alloy (containing aluminium and zinc) | Sand Casting | 700 | 400~600 |
| tin bronze(wsn≈10%,wzn2%) | Sand Casting | 1040 | 420 |
| silzin(wsi=1.5%~4.5%) | Sand Casting | 1100 | 1000 |



